
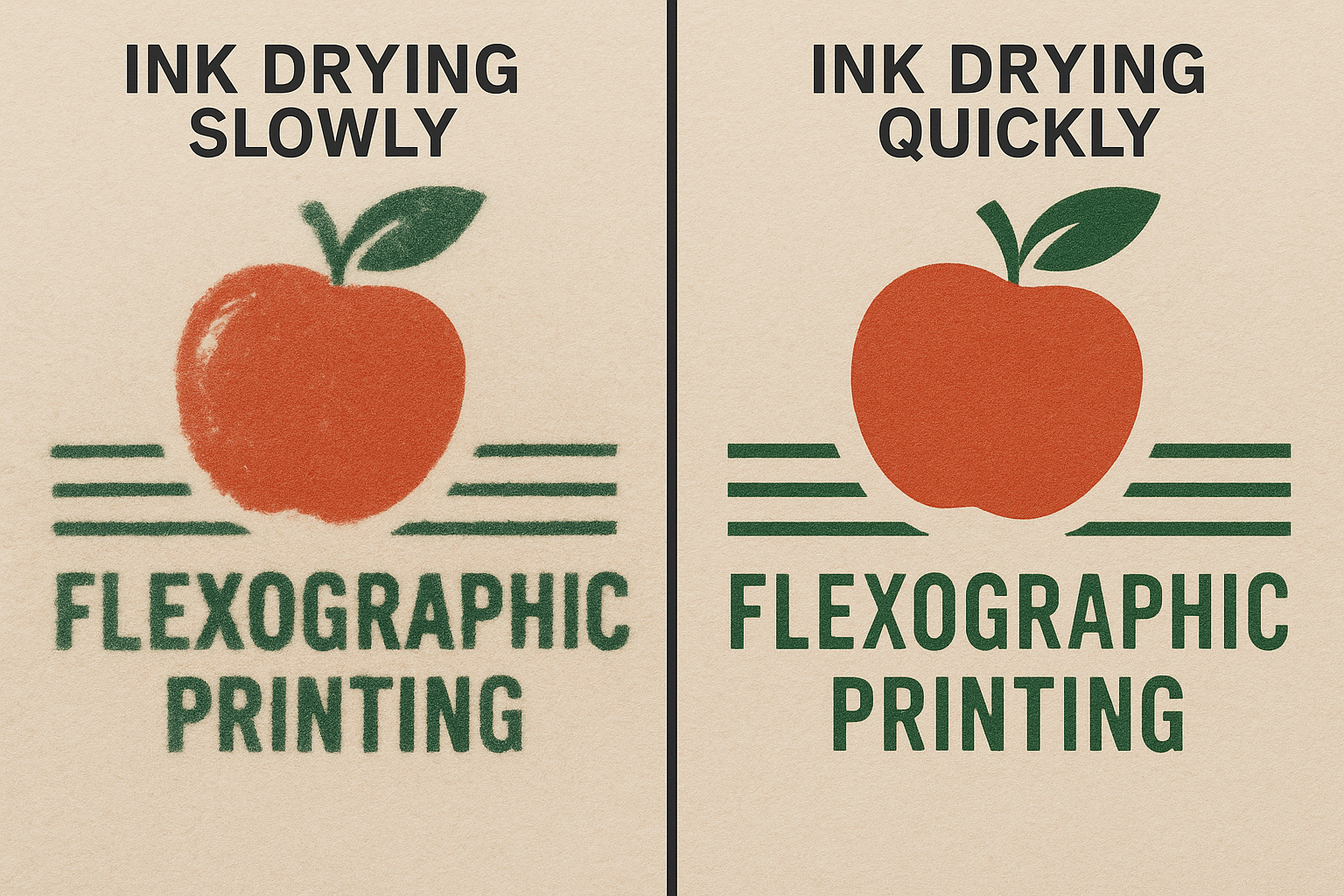
Fleksografinių mašinų procese lėtas rašalo džiūvimas, dėl kurio atsiranda išsitepimas, yra nuolatinė spausdinimo įmonių problema. Tai ne tik paveikia spausdinimo kokybę ir padidina atliekas, bet ir sumažina gamybos efektyvumą bei netgi gali atidėti pristatymo grafikus. Kaip galima veiksmingai išspręsti šią problemą? Mes siūlome išsamų sprendimą, apimantį rašalo parinkimą, procesų optimizavimą, įrangos atnaujinimą ir aplinkos kontrolę, kad padėtume jums pašalinti išsitepimą ir pasiekti stabilią, didelio efektyvumo spausdinimo produkciją.
Fleksografinių mašinų procese lėtas rašalo džiūvimas, dėl kurio atsiranda išsitepimas, yra nuolatinė spausdinimo įmonių problema. Tai ne tik paveikia spausdinimo kokybę ir padidina atliekas, bet ir sumažina gamybos efektyvumą bei netgi gali atidėti pristatymo grafikus. Kaip galima veiksmingai išspręsti šią problemą? Mes siūlome išsamų sprendimą, apimantį rašalo parinkimą, procesų optimizavimą, įrangos atnaujinimą ir aplinkos kontrolę, kad padėtume jums pašalinti išsitepimą ir pasiekti stabilią, didelio efektyvumo spausdinimo produkciją.
● Rašalo parinkimas ir formulės optimizavimas – džiovinimo problemų sprendimas priežastyje
Fleksografinės spaudos mašinoms dažų parinkimas ir formulė yra labai svarbūs sprendžiant džiūvimo problemas. Rekomenduojame greitai džiūstančius dažus, tokius kaip tirpiklių pagrindu pagaminti dažai su didelio lakiumo formulėmis arba vandens pagrindu pagaminti dažai su džiūvimo greitintuvais. Norint pasiekti maksimalų džiūvimo greitį, geriausias pasirinkimas yra UV dažai kartu su ultravioletinių spindulių kietėjimo sistemomis. Tirpiklių santykio reguliavimas, pvz., etanolio arba etilo acetato kiekio didinimas, gali pagerinti džiūvimo efektyvumą, išlaikant dažų stabilumą. Be to, tinkamų džiovinimo priedų pasirinkimas (pvz., kobalto/mangano džiovikliai oksidacinio džiūvimo dažams arba specializuoti skverbikliai sugeriantiems pagrindams) užtikrina optimalius rezultatus.
● Džiovinimo sistemos atnaujinimai – efektyvumo didinimas
Fleksografinės spaudos mašinų džiovinimo sistemų našumas tiesiogiai veikia rezultatus. Reguliariai tikrinkite džiovykles, kad užtikrintumėte tinkamus temperatūros nustatymus (50–80 °C tirpiklio pagrindu pagamintiems dažams, šiek tiek žemesnius vandens pagrindo dažams) ir netrukdomą oro srautą. Sudėtingoms spaudos sritims rinkitės infraraudonųjų spindulių džiovinimą, kad efektyviau džiovintumėte vietoje, arba UV kietinimą, kad džiovintumėte akimirksniu. Šalto oro džiovinimo įrenginiai ypač naudingi nesugeriančioms plėvelėms, nes padeda išvengti dažų pakartotinio sudrėkimo.


● Spausdinimo proceso optimizavimas – gamybos parametrų koregavimas
Fleksografinės spaudos mašinose gamybos parametrų optimizavimas žymiai pagerina džiovinimo efektyvumą. Spausdinimo greičio valdymas yra labai svarbus – per didelis greitis neleidžia dažams tinkamai išdžiūti prieš kitą spausdinimo stotį. Greitį reguliuokite pagal dažų savybes ir džiovintuvo talpą. Dažų plėvelės storio valdymas tinkamai parinkus aniloksinius volelius ir dažų kiekį padeda išvengti per didelio dažų kaupimosi. Daugiaspalvio spausdinimo atveju, padidinus atstumą tarp stočių arba pridėjus džiovintuvus tarp stočių, džiovinimo laikas pailgėja.
● Aplinkos ir substrato prisitaikymas – svarbiausi išoriniai veiksniai
Fleksografinės spaudos aplinkos sąlygos labai veikia džiūvimą. Palaikykite 20–25 °C temperatūrą ir 50–60 % drėgmę. Drėgnu metų laiku naudokite sausintuvus. Pagrindo išankstinis apdorojimas (pvz., vainikinių dujų apdorojimas PE/PET plėvelėms) pagerina dažų sukibimą ir sumažina džiūvimo defektus.
Koronos gydymas

Drėgmės kontrolė
Galiausiai, patikimas priežiūros planas užtikrina ilgalaikį stabilumą. Reguliariai valykite džiovyklės purkštukus ir kaitinimo elementus, patikrinkite aniloksinių volelių susidėvėjimą ir naudokite sauso įtempimo testerius spausdinimo kokybei stebėti – tai pagrindiniai žingsniai siekiant išvengti su džiūvimu susijusių problemų.




Įrašo laikas: 2025 m. gegužės 29 d.